 EN
EN
Casa / Novità / Novità del settore / Come proteggere i magneti NdFeB sinterizzati per motori sincroni dalla corrosione?
Novità del settore
Oct 24,2025
Come proteggere i magneti NdFeB sinterizzati per motori sincroni dalla corrosione?
Perché i magneti NdFeB sinterizzati nei motori sincroni sono soggetti a corrosione?
Prima di esplorare i metodi di protezione, è fondamentale comprendere le cause profonde della corrosione nei magneti NdFeB (neodimio-ferro-boro) sinterizzati: i magneti permanenti più potenti disponibili, ma intrinsecamente vulnerabili al degrado. Questa vulnerabilità è amplificata nei motori sincroni (utilizzati nei veicoli elettrici, negli azionamenti industriali e nei sistemi di energia rinnovabile), che spesso operano in ambienti difficili:
Debolezza della composizione del materiale:
I magneti NdFeB sinterizzati contengono il 25–35% di neodimio (Nd) e il 60–70% di ferro (Fe), entrambi metalli altamente reattivi. Il Nd si ossida rapidamente nell'aria formando ossidi sciolti e porosi (Nd₂O₃), mentre il Fe arrugginisce (Fe₂O₃/Fe₃O₄) in presenza di umidità. La struttura sinterizzata del magnete (formata pressando e riscaldando la polvere) crea anche minuscoli pori (0,1–1 μm) sulla sua superficie: questi pori intrappolano umidità, ossigeno e contaminanti (ad esempio olio motore, polvere), accelerando la corrosione localizzata (vaiolatura).
Ambienti operativi dei motori sincroni:
I motori sincroni espongono i magneti a fattori di corrosione che peggiorano il degrado:
Umidità: i motori dei veicoli elettrici (sottoscocca), le pompe industriali (vicino all'acqua) o le turbine eoliche (all'aperto) assorbono umidità o vapore acqueo, che reagisce con Nd e Fe.
Fluttuazioni di temperatura: i motori si riscaldano durante il funzionamento (80–150°C) e si raffreddano quando sono spenti: questo "ciclo termico" provoca condensa all'interno del motore, depositando acqua liquida sulle superfici dei magneti.
Contaminanti chimici: i lubrificanti per motori (con additivi di zolfo o cloro), i liquidi di raffreddamento (a base di glicole) o i fumi industriali (nelle fabbriche) agiscono come elettroliti, accelerando la corrosione elettrochimica (la causa principale del guasto del magnete).
Stress meccanico: le vibrazioni del rotore nei motori sincroni ad alta velocità (ad esempio, i motori di trazione dei veicoli elettrici) possono rompere i rivestimenti protettivi, esponendo il materiale nudo del magnete a elementi corrosivi.
Se non protetta, la corrosione riduce la densità del flusso magnetico del magnete (del 5-20% entro 1-2 anni) e ne indebolisce la resistenza meccanica, portando infine allo squilibrio del rotore, al calo di efficienza del motore o alla completa disintegrazione del magnete.
 Clicca per visitare i nostri prodotti: magneti NdFeB sinterizzati nei motori sincroni
Clicca per visitare i nostri prodotti: magneti NdFeB sinterizzati nei motori sincroni
Quali tecnologie di rivestimento superficiale sono più efficaci per la protezione dalla corrosione?
I rivestimenti superficiali sono la prima linea di difesa per magneti NdFeB sinterizzati nei motori sincroni —fanno da barriera tra il magnete e gli elementi corrosivi. La scelta del rivestimento dipende dalla temperatura operativa del motore, dall’esposizione all’umidità e dai vincoli di costo. Di seguito sono elencate le opzioni più efficaci:
Rivestimento chimico al nichel-fosforo (Ni-P) (più comune per i motori)
Come funziona: un processo di deposizione chimica che forma uno strato uniforme e denso di nichel-fosforo (spessore 5–20 μm) sulla superficie del magnete. Il rivestimento è amorfo (non cristallino) una volta depositato e il trattamento termico (200–400°C) lo converte in una struttura dura e resistente all'usura (HV 800–1000).
Resistenza alla corrosione: i rivestimenti Ni-P resistono a 500-1000 ore di test in nebbia salina neutra (NSS) (secondo ASTM B117) senza ruggine rossa, superando di gran lunga il minimo di 240 ore per le applicazioni motoristiche. Il rivestimento sigilla i pori superficiali e impedisce la penetrazione dell'elettrolita.
Vantaggi del motore sincrono:
Tollera temperature elevate (fino a 200°C), compatibile con la maggior parte degli intervalli di funzionamento dei motori sincroni (80–150°C).
Eccellente adesione al NdFeB sinterizzato (anche su forme irregolari di magneti, come segmenti d'arco per rotori).
Resiste all'olio motore e ai liquidi refrigeranti: nessuna reazione chimica con i comuni lubrificanti.
Limitazioni: suscettibile a fessurazioni in caso di cicli termici estremi (ad esempio, motori di veicoli elettrici che si riscaldano rapidamente da 25°C a 150°C). In questi casi, viene utilizzato un "rivestimento Ni-P" (ad esempio, resina epossidica) per migliorare la flessibilità.
Rivestimento in resina epossidica (economico per ambienti a bassa umidità)
Come funziona: una resina epossidica liquida (polimero termoindurente) viene spruzzata o immersa sul magnete, quindi polimerizzata a 80–120°C per formare una pellicola sottile (10–30 μm). È possibile miscelare additivi come particelle ceramiche o inibitori della corrosione (ad esempio fosfato di zinco) per migliorare le prestazioni.
Resistenza alla corrosione: i rivestimenti epossidici standard resistono a 200–400 ore di test NSS; La resina epossidica "ad alte prestazioni" (con inibitori di corrosione) raggiunge le 600 ore. Il rivestimento è impermeabile all'umidità e agli oli.
Vantaggi del motore sincrono:
Basso costo (1/3 del prezzo del Ni-P): ideale per motori industriali attenti al budget (ad esempio piccole pompe).
Flessibile: resiste alle crepe dovute a vibrazioni o cicli termici (fondamentale per i motori di trazione dei veicoli elettrici).
Proprietà isolanti: prevengono cortocircuiti elettrici tra magneti e componenti del rotore.
Limitazioni: resistenza alle basse temperature (max 120°C): non adatto per motori sincroni ad alta potenza (ad esempio, generatori di turbine eoliche che raggiungono i 150°C).
Rivestimenti PVD (Physical Vapor Deposition) (per alte temperature e alte prestazioni)
Come funziona: un processo basato sul vuoto che fa evaporare metalli (ad esempio alluminio, cromo) o ceramiche (ad esempio Al₂O₃, TiN) e li deposita come una pellicola sottile (1–5 μm) sulla superficie del magnete. I rivestimenti PVD sono densi, uniformi e si legano fortemente al magnete.
Resistenza alla corrosione: i rivestimenti PVD Al₂O₃ resistono a 1.000 ore di test NSS e resistono all'ossidazione fino a 500°C. Sono impermeabili agli acidi, agli alcali e ai liquidi refrigeranti dei motori.
Vantaggi del motore sincrono:
Tolleranza estrema alla temperatura: ideale per motori sincroni ad alta potenza (ad esempio motori di propulsione di aeromobili, azionamenti industriali) che funzionano a 150–250°C.
Rivestimento sottile (nessun impatto sulle dimensioni del magnete): fondamentale per i gruppi rotori di precisione in cui le dimensioni del magnete influiscono sull'equilibrio.
Limitazioni: costo elevato (5 volte superiore rispetto al Ni-P) e produzione limitata a piccoli lotti, utilizzato principalmente nel settore aerospaziale o nei motori elettrici premium.
Rivestimento in lega di zinco-nichel (Zn-Ni) (resistente all'acqua salata)
Come funziona: un processo di galvanica che forma una lega di zinco-nichel spessa 5–15 μm (10–15% di nichel) sulla superficie del magnete. La lega forma uno strato di ossido passivo (ZnO·NiO) che autoripara piccoli graffi.
Resistenza alla corrosione: resiste a 1.000 ore di test NSS, eccellente per motori esposti all'acqua salata (ad esempio motori sincroni marini, turbine eoliche costiere).
Vantaggi del motore sincrono:
Resistenza superiore all'acqua salata: supera il Ni-P in ambienti costieri o marini.
Buona duttilità: resiste alle crepe dovute alle vibrazioni del rotore.
Limitazioni: resistenza alla temperatura inferiore (max 150°C) e costo più elevato rispetto al Ni-P per applicazioni non marine.
Come ottimizzare la progettazione del magnete e l'assemblaggio del motore per la protezione dalla corrosione?
I rivestimenti superficiali da soli non sono sufficienti: le scelte di progettazione del gruppo magnete e motore svolgono un ruolo fondamentale nel ridurre al minimo il rischio di corrosione. Queste ottimizzazioni completano i rivestimenti e prolungano la durata del magnete:
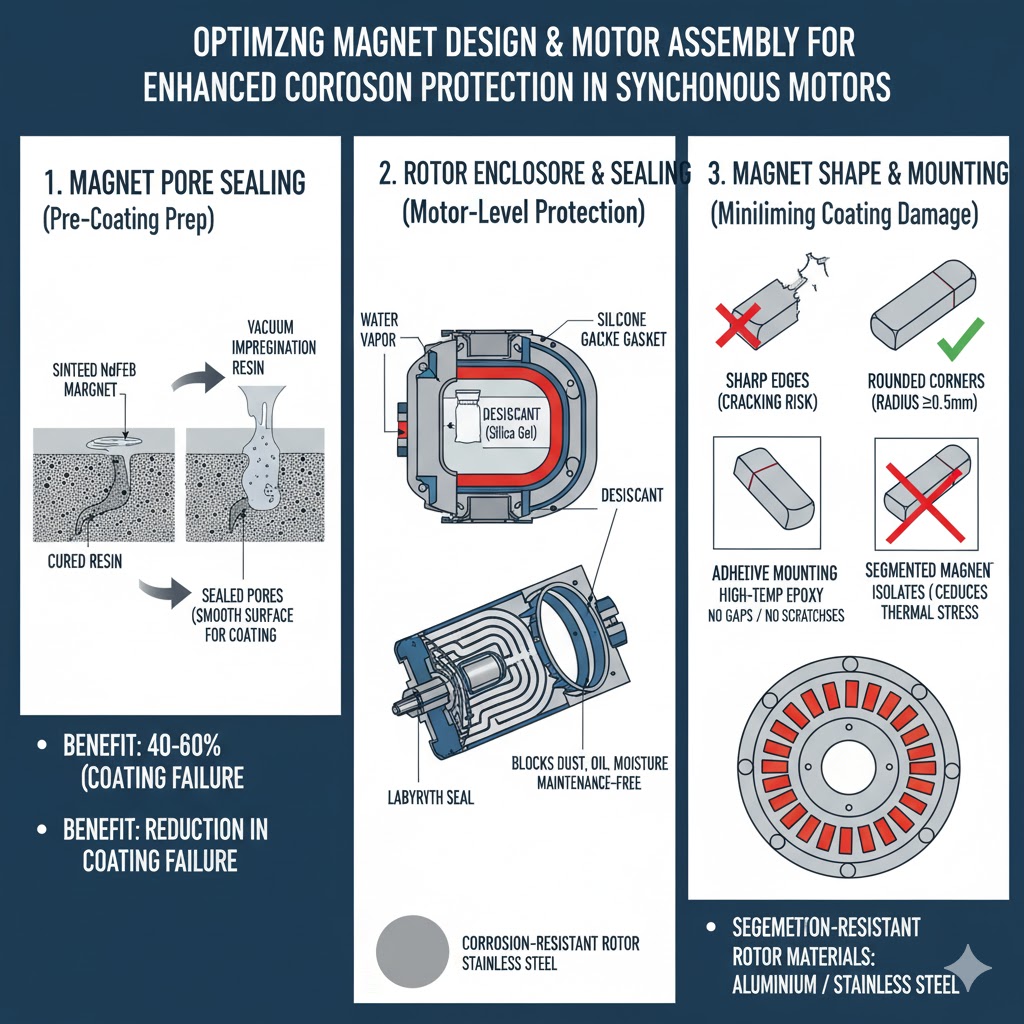
Sigillatura dei pori magnetici (preparazione del pre-rivestimento)
I pori superficiali del NdFeB sinterizzato intrappolano umidità e contaminanti, minando l’efficacia del rivestimento. La sigillatura dei pori pre-rivestimento è essenziale:
Processo: dopo la sinterizzazione, i magneti vengono immersi in una resina a bassa viscosità (ad esempio, acrilica o silicone) che penetra nei pori (tramite impregnazione sotto vuoto), quindi polimerizzata per sigillarli. Ciò crea una superficie liscia e priva di pori per l'adesione del rivestimento.
Vantaggio: i pori sigillati riducono i guasti del rivestimento del 40–60%: i rivestimenti non "pongono" più sui pori (che possono rompersi e far entrare umidità). Per i magneti dei motori sincroni, questo passaggio è obbligatorio per i rivestimenti Ni-P o PVD.
Involucro e sigillatura del rotore (protezione a livello di motore)
Il rotore del motore (dove sono montati i magneti) deve essere chiuso per evitare che umidità e contaminanti raggiungano i magneti:
Sigillatura ermetica: per i motori in ambienti umidi (ad esempio veicoli elettrici, applicazioni marine), utilizzare un alloggiamento del rotore sigillato ermeticamente con guarnizioni in gomma (ad esempio nitrile o silicone) per bloccare il vapore acqueo. Aggiungere un essiccante (ad esempio gel di silice) all'interno dell'alloggiamento per assorbire l'umidità residua.
Tenute a labirinto: per i motori sincroni ad alta velocità (ad esempio, turbine eoliche), utilizzare tenute a labirinto (alette metalliche ad incastro) sull'albero del rotore: creano un percorso tortuoso che impedisce a polvere, olio e umidità di entrare nell'area del magnete. Le tenute a labirinto non richiedono manutenzione e sono compatibili con le alte temperature.
Materiali del rotore resistenti alla corrosione: utilizzare alluminio o acciaio inossidabile (304/316) per il nucleo del rotore: questi materiali non arrugginiscono e prevengono la corrosione galvanica (quando metalli diversi, come ferro e rame, reagiscono in presenza di elettroliti).
Forma e montaggio del magnete (riduzione al minimo dei danni al rivestimento)
Il modo in cui i magneti sono modellati e montati nel rotore influisce sull'integrità del rivestimento:
Bordi e angoli lisci: evitare bordi taglienti (che sono soggetti a screpolature del rivestimento) progettando magneti con angoli arrotondati (raggio ≥ 0,5 mm). Gli spigoli vivi possono scheggiarsi durante l'assemblaggio, esponendo il materiale nudo del magnete.
Montaggio adesivo (invece del bloccaggio meccanico): utilizzare adesivi epossidici ad alta temperatura (ad esempio, resine epossidiche con riempitivi ceramici) per fissare i magneti al rotore; i morsetti meccanici (ad esempio, staffe metalliche) possono graffiare i rivestimenti o creare spazi vuoti in cui si accumula umidità. Gli adesivi riempiono anche i piccoli spazi tra i magneti e il rotore, riducendo l'intrappolamento dell'umidità.
Design del magnete segmentato: per rotori di grandi dimensioni, utilizzare magneti piccoli e segmentati (invece di un magnete grande): se il rivestimento di un segmento è danneggiato, la corrosione è limitata a quel segmento (prevenendo il guasto completo del rotore). I segmenti riducono anche lo stress termico (meno espansione/contrazione), diminuendo il rischio di rottura del rivestimento.
Quali pratiche operative e di manutenzione prevengono la corrosione?
Anche con rivestimenti e ottimizzazioni della progettazione, una manutenzione regolare e un funzionamento corretto sono fondamentali per prolungare la durata dei magneti nei motori sincroni. Queste pratiche riguardano l'usura, i danni al rivestimento e l'esposizione ambientale:
Ispezione di routine e riparazione del rivestimento
Ispezioni visive: ogni 6-12 mesi (o dopo l'esposizione a condizioni estreme, come pioggia battente), ispezionare l'interno del motore (tramite porte di ispezione) per individuare eventuali segni di corrosione: ruggine rossa/marrone sui magneti, rivestimenti che formano bolle o si staccano o depositi di ossido bianco.
Test non distruttivi (NDT): per i motori critici (ad esempio, turbine eoliche), utilizzare test a ultrasuoni per rilevare la corrosione nascosta sotto i rivestimenti (ad esempio, vaiolatura all'interno dei pori) o test a correnti parassite per controllare lo spessore del rivestimento.
Riparazioni localizzate: se si riscontrano piccoli danni al rivestimento (ad esempio un graffio), pulire l'area con alcol, applicare una piccola quantità di resina epossidica (per motori a bassa temperatura) o vernice per ritocchi Ni-P (per motori ad alta temperatura) e polimerizzare secondo le linee guida del produttore. Ciò impedisce la diffusione della corrosione localizzata.
Controllo dell'umidità e della temperatura
Deumidificazione: per i motori immagazzinati o utilizzati in ambienti con elevata umidità (UR >60%), installare un deumidificatore nella sala motori o utilizzare un rotore riscaldato (un piccolo riscaldatore all'interno del rotore) per mantenere l'interno asciutto (UR <40%).
Evitare shock termici: ridurre al minimo i rapidi sbalzi di temperatura (ad esempio, l'avvio di un motore freddo a pieno carico): lo shock termico provoca la rottura del rivestimento. Aumentare invece gradualmente la velocità del motore (nell'arco di 5-10 minuti) per consentire al magnete e al rivestimento di riscaldarsi in modo uniforme.
Manutenzione del liquido di raffreddamento: per i motori sincroni raffreddati a liquido, controllare i livelli e la qualità del liquido di raffreddamento ogni 3-6 mesi. Sostituire il liquido refrigerante contaminato con acqua (utilizzare un rifrattometro per misurare la concentrazione di glicole) o che ha un pH esterno all'intervallo 7–9 (il liquido refrigerante acido/alcalino corrode i rivestimenti).
Gestione dei contaminanti
Controllo dell'olio e della polvere: mantenere pulita l'area del motore: asciugare immediatamente eventuali fuoriuscite di olio (l'olio motore contiene zolfo che degrada i rivestimenti Ni-P) e utilizzare filtri dell'aria per prevenire l'accumulo di polvere (la polvere intrappola l'umidità, accelerando la corrosione).
Evitare l'esposizione chimica: per i motori industriali, assicurarsi che il motore non sia esposto ad acidi, alcali o solventi (ad esempio prodotti chimici per la pulizia). In caso di esposizione, sciacquare l'esterno del motore con acqua (se sicuro) e asciugarlo accuratamente.
Gestione del fine vita
Quando un motore viene ritirato, rimuovere e ispezionare i magneti: se i rivestimenti sono intatti e la corrosione è minima, i magneti possono essere riutilizzati in motori di potenza inferiore (ad esempio, piccole pompe). Ciò riduce gli sprechi e abbassa i costi di sostituzione. I magneti corrosi devono essere smaltiti correttamente (secondo le normative locali) per evitare la contaminazione ambientale (l'Nd è un metallo delle terre rare che può penetrare nel suolo/nell'acqua).
Quali sono le migliori pratiche per applicazioni specifiche di motori sincroni?
Le esigenze di protezione dalla corrosione variano in base all'applicazione: di seguito sono riportate raccomandazioni personalizzate per gli usi più comuni dei motori sincroni:
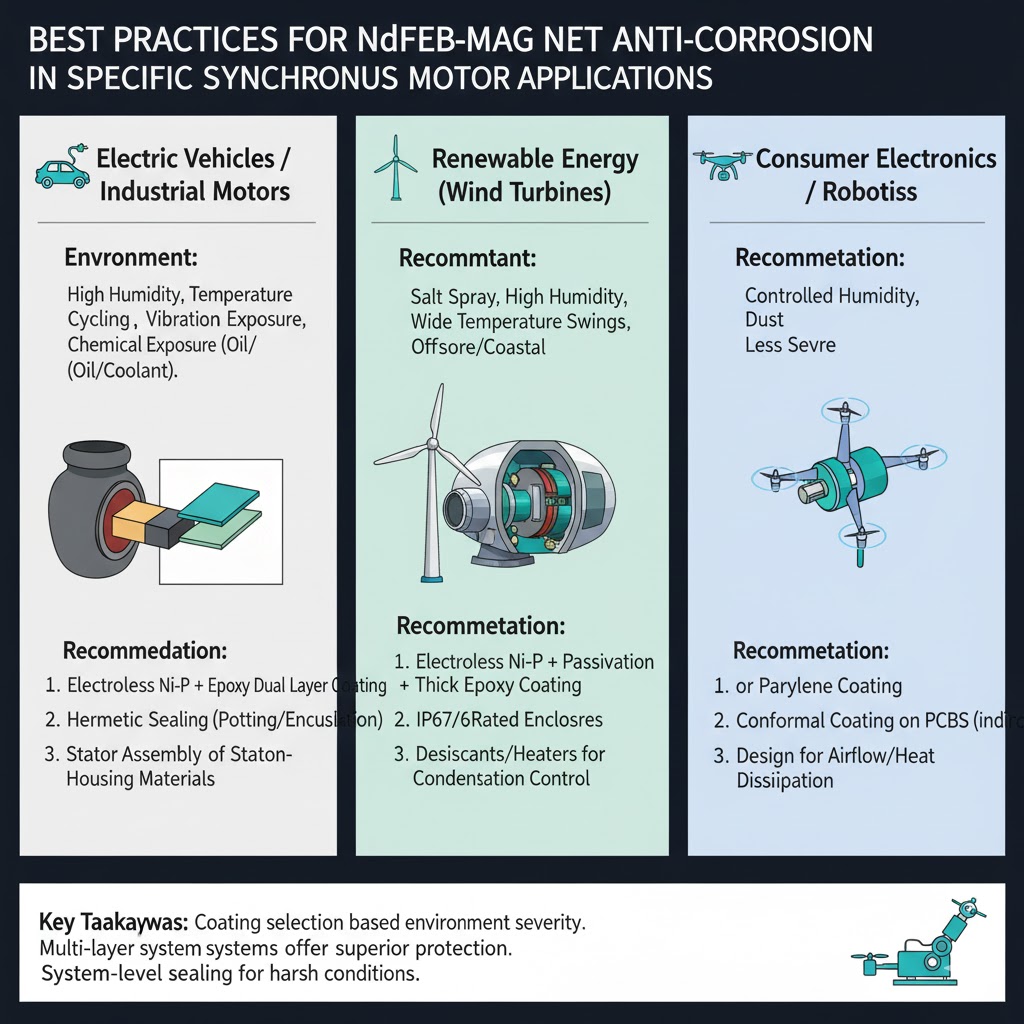
Motori di trazione per veicoli elettrici (vibrazioni elevate, cicli termici)
Rivestimento: rivestimento epossidico Ni-P (Ni-P per resistenza alla corrosione, epossidico per flessibilità nel resistere a vibrazioni/cicli termici).
Design: rotore ermeticamente sigillato con guarnizioni in silicone, magneti segmentati legati con resina epossidica ad alta temperatura e un essiccante nell'alloggiamento del rotore.
Manutenzione: ispezionare la qualità del liquido refrigerante ogni 6 mesi, evitare di guidare in acque profonde (per evitare perdite nell'alloggiamento) e riparare i danni al rivestimento in seguito a collisioni.
Generatori di turbine eoliche (all'aperto, esposizione all'acqua salata)
Rivestimento: lega Zn-Ni (per turbine costiere) o PVD Al₂O₃ (per turbine interne ad alta temperatura).
Design: guarnizioni a labirinto sull'albero del rotore, nucleo del rotore in acciaio inossidabile e protezione antipioggia sopra il motore per prevenire l'esposizione diretta all'acqua.
Manutenzione: ispezioni NDT annuali, pulizia dell'esterno del motore con acqua dolce ogni 3 mesi (per rimuovere i depositi di sale) e sostituzione degli essiccanti ogni 2 anni.
Motori per pompe industriali (umidità, esposizione chimica)
Rivestimento: resina epossidica con inibitori della corrosione (economico) o Ni-P (per resistenza chimica).
Design: tenuta ermetica del rotore, magneti montati con adesivo e alloggiamento del rotore resistente alla corrosione (alluminio).
Manutenzione: controllare mensilmente eventuali perdite di refrigerante, sostituire le guarnizioni usurate ogni 12 mesi ed evitare l'uso di prodotti chimici aggressivi per la pulizia vicino al motore.
In sintesi, la protezione dei magneti NdFeB sinterizzati nei motori sincroni richiede un approccio multistrato: rivestimenti superficiali efficaci (adattati all'applicazione), ottimizzazioni del design (sigillatura dei pori, sigillatura del rotore) e manutenzione regolare (ispezione, controllo dell'umidità). Combinando queste strategie, produttori e operatori possono estendere la durata dei magneti da 5–8 anni a 15–20 anni, riducendo i tempi di fermo del motore e i costi di sostituzione, fondamentali per l'affidabilità dei veicoli elettrici, dei sistemi di energia rinnovabile e delle apparecchiature industriali.
Jinlun Magnet specializzato nella ricerca e sviluppo, produzione e vendita di terre rare permanenti ad alte prestazioni materiali magnetici.
Collegamenti rapidi
Informazioni di contatto.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 N. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, città di Cixi, provincia di Zhejiang, Cina
N. 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, città di Cixi, provincia di Zhejiang, Cina
Codice QR mobile
Diritto d'autore © Ningbo Jinlun Magnet Technology Co., Ltd. Tutti i diritti riservati.
Produttore cinese di magneti NdFeB sinterizzati fabbrica di magneti NdFeB sinterizzati all'ingrosso

TOP

